I. 압출기란
압출기란 Plastic의 원하는 모양으로 성형해 사출하는 설비다. 즉, Plastic은 고온에 용융된다는 성질을 이용해 원하는 모양으로 제품을 토출해주는 설비이다. Pellet (쌀 알갱이 형태) 혹은 Powder (분말) 형태의 플라스틱에 열을 가하여 용융시킨 후 그것에 형상을 부여하고 냉각하여 고형화시키는게 해당 설비의 목적이다.
석유화학 산업에선 NCC공장에서 원유 내 Naptha를 Cracking해 Ethylene을 추출하는 공정을 소위 Up-Stream 공정이라 하는데, 압출기는 Ethylene을 원료로 삼아 플라스틱 관련물을 만드는 하위 공정에서 쓰인다. 따라서 압출기는 대부분 Down-Stream에 해당하는 공장(Poly Ethylene계열의 플라스틱 원료 생산공장)에서 사용된다.
II. 압출기의 구조
압출기의 구조를 쉽게 이해하기 위해선, 압출기란 기계를 인간과 같은 하나의 유기체로 생각하고 접근하는 것이 좋다.
아직 무슨 말인지 감이 안잡힌다면, 아래 그림을 참고하며 각 파트부터 살펴보자.
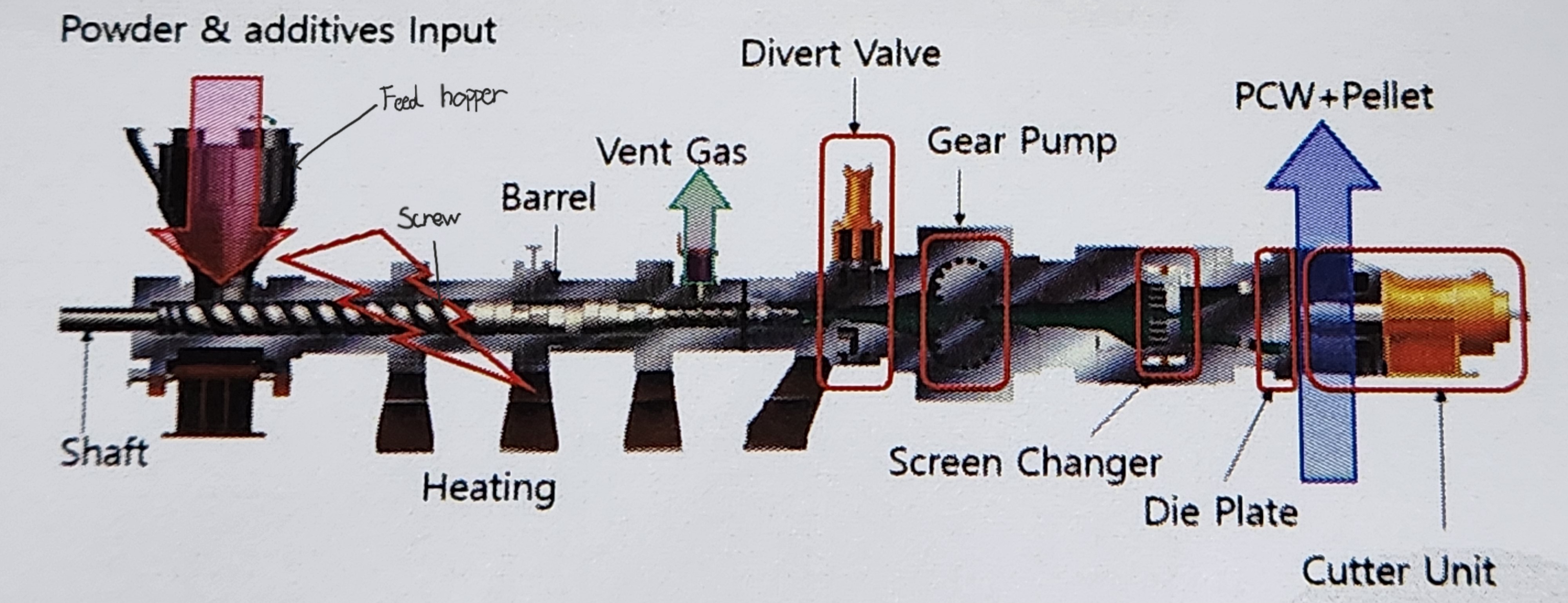
i) Barrel [바렐]
최초 압출기로 투입되는 중합물(Polymer)과 첨가제(최종제품인 Pellet형태의 플라스틱 원료의 변질을 줄여주는 역할)는 모두 Powder 형태이기 때문에 이를 용융시켜 원하는 형태로 성형하기 위해선 고온의 용융구간이 압출기 내 존재해야 한다. 이 역할을 Barrel이 수행하는 셈이다.
Polymer를 충분히 용융시키기 위해선 고온의 열원이 필요한데 주로 Steam(증기)이나 Electricity(전기) 방식이 사용된다.
이를 통해 최초 Powder제형의 중합물과 첨가제는 비로소 끈적끈적한 형태의 용융물(이하 수지 혹은 Resin이라 칭한다)이 된다.
압출기 내 원료를 용융시키는 열원으로는 상기한 Barrel 외에도 원료 자체의 점성에 의한 발열이 있다.
일반 가공조건에서 원료점성에 의한 발열이 Barrel Heater에 의한 열원보다 크게 작용한다. 따라서 Barrel의 온도를 높게 Setting하는 것만이 원료의 용융에 능사는 아니다. Barrel의 온도가 지나치게 높을 경우 원료물질의 점성에 의한 발열정도가 줄어들어 용융을 오히려 저하시키기도 하기 때문이다.
가동 중 이러한 발열 때문에 Cylinder(Feed Hopper하부와 Barrel을 통상 Cylinder라 한다)의 온도가 원하는 온도를 초과할 시 Barrel에는 상기한 Heating Source 외에도 Cooling Source 또한 필요하게 된다. 따라서 Barrel은 Jacketing 방식으로 BCW(Barrel Cooling Water)를 통해 Cooling 된다.
Barrel은 No.1, No.2 ... 식으로 No.5까지 총 5개의 구역으로 나뉜다.
No.1 Barrel은 Feed Hopper 하부의 Barrel을 말하는데 이 곳은 Electric 방식의 Heating Source 없이 오직 Cooling Source(BCW)만 존재한다.
ii) Screw [스크류]
Screw는 압출기에서 가장 중요한 부분이다. Screw가 압출기에서 담당하는 역할을 다양한데 그 중 첫번째는 단연 "이송" 기능이다.
Hopper에 담겨있는 Powder제형의 중합물과 첨가제는 중력에 의해 압출기로 떨어진다. 이 때 떨어진 Powder가 Screw 회전에 의한 Drag force로서 압출기 내부로 전진이송하여 Feed될 수 있도록 해주는 것이 Screw이다.
이 때 Screw에 의한 압출공급능력에 변수로 작용하는 두 가지 인자가 있다. 두 가지 인자는 모두 "마찰력(Frictional Force)"에 관한 점임을 미리 짚고 간다. 그럼 이어서 두 가지 인자에 대해 알아보자.
첫번째 인자는 Resin과 Barrel의 마찰력. 두번째 인자는 Resin과 Screw표면과의 마찰력이다.
우수한 압출 공급능력을 위해선 전자의 마찰은 크고, 후자의 마찰은 적어야 한다. 이를 위해 Barrel 표면에 흠을 내어 Resin과 Barrel간의 마찰력을 향상 시킴으로써, Screw 압출에 의한 공급능력을 배가하여 고속생산이 가능케 한다.
Screw는 이송 외에도, Screw회전에 의한 Resin의 압착, 용융 및 균일화 기능이 있다.
Screw는 압출기 내에 설치되어 있는 갯수에 따라 두 가지로 나뉘는데
각각의 특성을 비교하면 다음과 같다.
| Single Screw | Twin Screw | ||
| 경제성 | 가격 | 상대적 저가 | 고가 |
| 신뢰성 | 좋음 | - | |
| 견고성 | 좋음 | - | |
| 기능별 | Feeding | - | 좋음 |
| Melting | - | 조금 좋음 | |
| Mixing | - | 매우 좋음 | |
| Conveying | - | 좋음 | |
| Degassing | 상대적 나쁨 | 매우 좋음 |
iii) Shaft [샤프트]
앞서 설명한 Screw가 회전할 수 있도록 Main motor의 회전을 전달하는 회전축이다.
고품질의 제품을 얻기 위해서는 수지 종류에 따라 일정한 스크류의 회전수가 필요하며, 스크류의 회전수는 10~150rpm 정도이다. 하지만 이에 비해 Main motor의 회전수는 너무나 빠르기 때문에 Main motor와 Shaft 중간단에 감속장치(Gear Reducer)가 있기 마련이다. Gear Reducer는 커다란 Gear box 안에 윤활된 거다란 톱니바퀴(Gear)가 있어, 이들이 Screw의 회전속도를 조절해주는 셈이다.
iv) Vent hole
실린더 내부에서 Resin은 Screw와 Barrel과의 마찰열로 인해 용융되고 이때 자연히 압력이 발생한다. 이러한 압력을 해소해주는 것이 Vent hole의 역할이다. 또한 압출기 내부의 오염물질이나 최종제품에 냄새를 유발할 수 있는 성분이 배출되는 해소구이기도 하다. 만약 Screw 등의 Overhaul이 잘 못 돼, Barrel과 Screw 간의 마찰로 인한 화재가 발생 시 Vent hole로 화염이 이는 사고가 발생할 수 있기 때문에 유의해야 한다.
v) Gear Pump
Gear Pump는 Resin을 받아 일정한 압력으로 Screen changer와 Die plate로 보내기 위해 존재한다.
Gear Pump 부재 시, 시시각각 변화하는 압력에 의해 후단 Cutter Unit에서 Cutting되어 나오는 Pellet의 Size는 균일하지 못하게 될 것이다. Gear Pump의 존재 의의이기도 하다.
vi) Screen Pack 및 Breaker Plate
Screen Pack은 Filter 역할을 하는 촘촘한 구멍의 Mesh라 생각하면 된다. Breaker Plate는 이 여러개의 Screen pack이 조립될 수 있도록 만들어진 선반모양의 틀이다.
Resin은 촘촘한 Screen Pack을 거침으로써 배압이 증가되어 혼련효과(Mixing)효과가 증대되고, 쇳가루 등의 이물질 또한 걸러지게 된다. Screen Pack의 Mesh가 미세할수록 혼련효과는 증대되나 압출량은 감소하게 됨은 당연할 것이다.
따라서 Mesh size의 결정은 혼련도와 압출량을 고려하여 선택해야만 하고, Screen Changer를 통해 Screen Pack을 운전 중 교체가능함으로써 최종 제품의 이물질 발생을 최소화 해야한다.
vii) Die
Die는 Resin이 일정한 형상의 제품으로 성형되는 부분이다. 이전까지, 일정한 형체없이 끈적끈적한 액상으로 존재했던 Resin은 Die라는 성형틀을 거침으로써 일정한 크기의 긴 가래떡형태로 성형된다.
viii) Chamber와 Cutter Unit
Die에서 나온 긴 가래떡 형태의 Resin은 Chamber로 이동한다. 이때 Chamber 안 Resin이 맞닥들이는 광경은 냉각수와 무섭게 회전하는 Cutter Knife다.
즉, 가래떡 형태가 일정한 크기의 Pellet(알갱이) 형태로 Cutter Unit에 의해 Cutting 됨과 동시에 PCW(Pellet Conveying Water)라는 냉각수에 의해 끈적끈적한 액상에서 고형으로 바뀌는 것도 모두 Chamber에서 이루어진다.
'산업설비' 카테고리의 다른 글
| Pump의 운전과 관리 (0) | 2023.07.08 |
|---|
